
Insert fileté ST, taraud, insert en fil d'acier, manchon fileté
Paramètres de base
Nom du produit : Taraud à filetage
Matériau du cône : acier rapide 6542
Applications : Convient aux perceuses, taraudeuses, machines-outils automatiques, centres d'usinage CNC, fraiseuses, etc.
En raison de la dureté élevée des tarauds en acier rapide, leur utilisation manuelle et avec des perceuses électriques est déconseillée.
Précautions : Taper
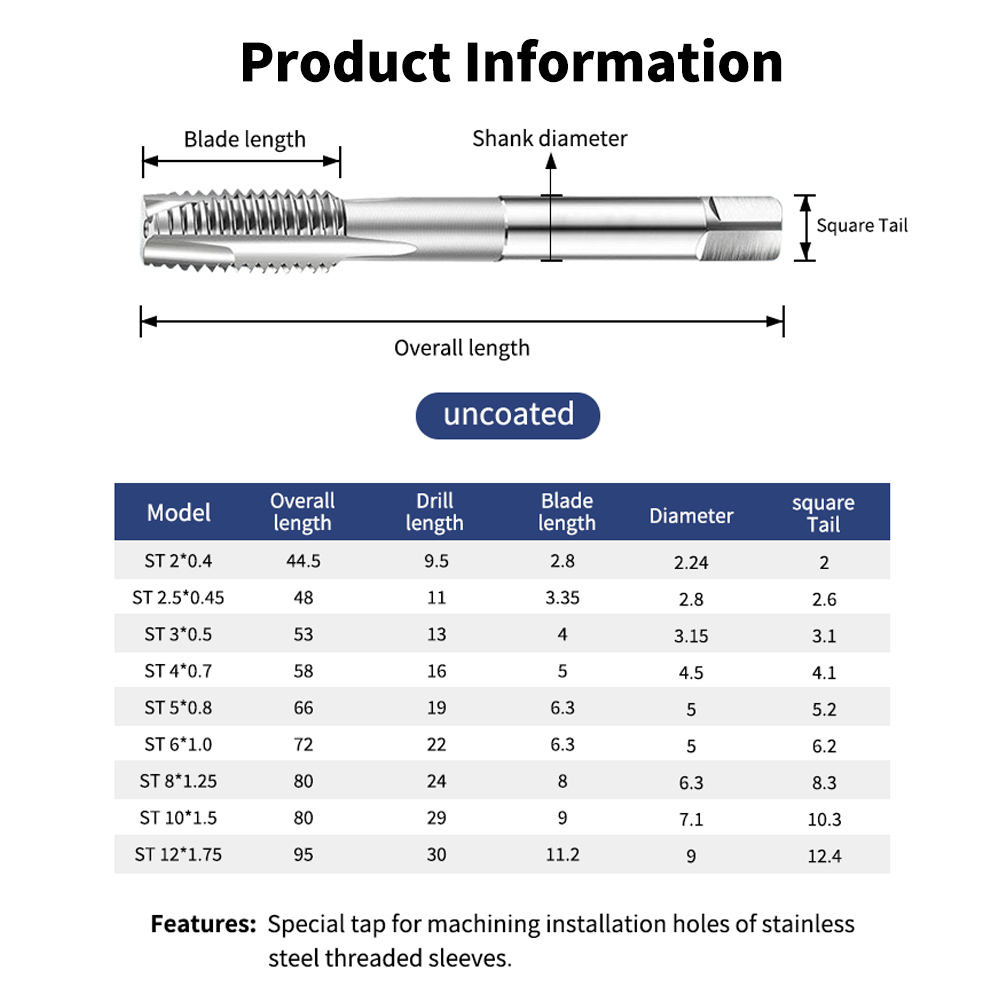
Normes internationales : Les tiges ST1.2 à ST5 sont pointues (la pointe peut être meulée). Les tiges ST6 et supérieures sont plates.
Acier rapide 6542 : Améliore considérablement la ténacité et la résistance à l’usure du produit. Description du produit : Foret haute performance : Cet acier à outils au cobalt améliore considérablement la résistance à l’usure et les performances de coupe. Titane : Augmente la résistance et offre une bonne résistance à la chaleur, une bonne ténacité à basse température et une bonne ténacité à la rupture.
Les tarauds spéciaux pour inserts filetés (également appelés tarauds ST ou tarauds pour inserts filetés) servent à usiner les filetages internes nécessaires à la pose d'inserts filetés. Contrairement aux tarauds ordinaires, les tarauds ST présentent un diamètre extérieur, un diamètre primitif et un diamètre intérieur supérieurs au diamètre de l'insert fileté.










Raisons de la rupture prématurée du robinet :
1. Choix approprié du taraud : Le choix du taraud doit être basé sur le matériau de la pièce et la profondeur du trou.
2. Diamètre de trou pilote inapproprié : par exemple, pour ST5*0,8, un diamètre de trou pilote de 5,2 mm doit être utilisé ; l’utilisation d’un trou pilote de 4,0 mm entraînera une casse.
3. Problèmes liés au matériau de la pièce : Un matériau impur, des points durs ou de la porosité peuvent entraîner une perte d'équilibre et une rupture du taraud.
4. Mauvaise qualité du fluide de coupe : Les problèmes liés à la qualité du fluide de coupe ou de l'huile de lubrification affecteront la précision du filetage et la durée de vie du taraud.
5. Impact du trou borgne avec le trou pilote : Lors de l'usinage des filetages de trous borgnes, l'opérateur peut ne pas se rendre compte que le taraud est sur le point d'entrer en contact avec le fond du trou.